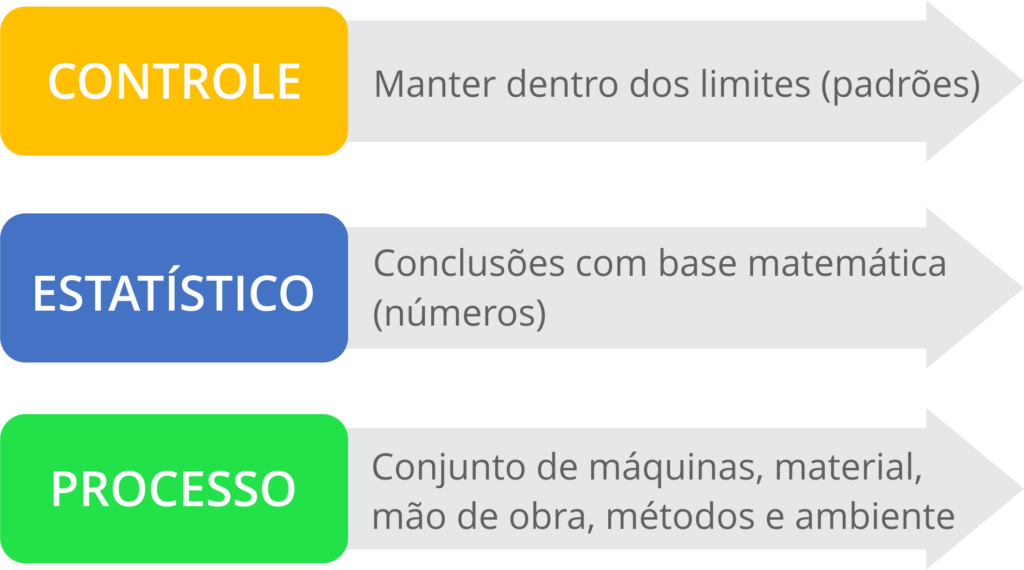
Imagine um produto que possui uma característica importante que pode ser mensurada em kg onde o cliente define por meio de uma especificação o peso deste produto.
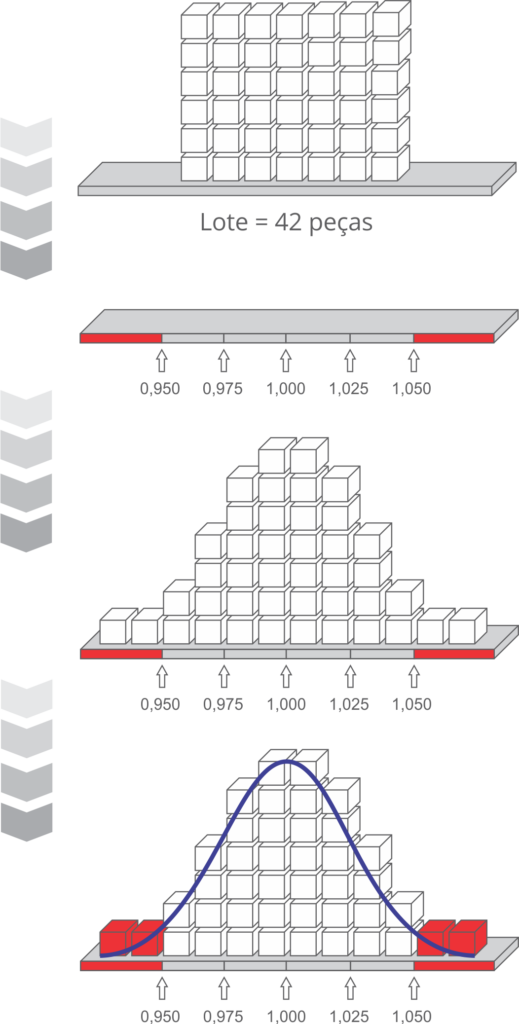
Em um pedido qualquer um cliente especificou um total de 42 unidades de 1,000 kg cada uma, porém também deixou claro que não vai aceitar que o conteúdo ultrapasse 50 gramas tanto para mais como para menos, com isso temos a seguinte especificação:
– Especificação = 1,000 kg;
– Quantidade mínima = 0,950 kg;
– Quantidade máxima = 1,050 kg.
Em condições normais de produção existem variáveis que impedem que o produto seja exatamente conforme a especificação e chamamos de causas naturais de variação como:
– Vibrações, temperatura, umidade e condições ambientais;
– Desgaste natural das máquinas;
– Falhas na sistemática do processo, dentre outras.
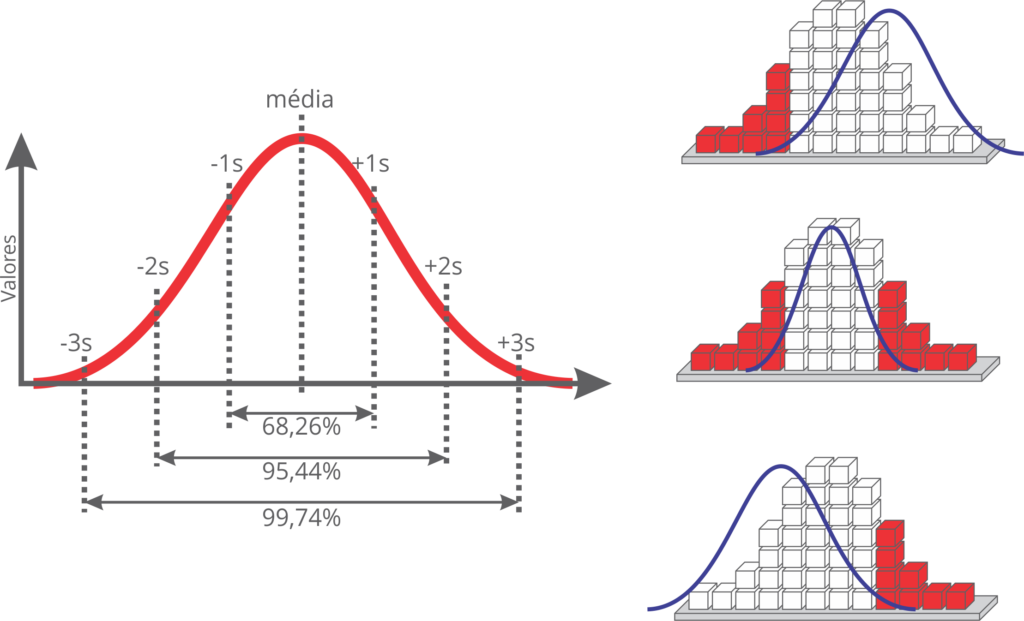
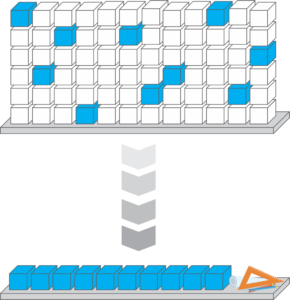
Se realizarmos a pesagem de cada um dos produtos e classificarmos ele por meio de uma graduação na bancada de trabalho vamos notar uma característica comum onde o maior volume de peças está próximo a especificação e poucas peças estão nas extremidades dos valores criando um formato parecido com uma pirâmide mas que na verdade tem característica da distribuição normal que é a base do CEP.